
При любом процессе гибки металлов производители сталкиваются с необходимостью решения проблемы прямых участков, которая неизбежно возникает при неупругих деформациях и обусловлена необходимостью наличия трех точек для процесса гибки, иными словами, необходимо наличия рычага для приложения усилия, деформирующего заготовку. Не является исключением и гибка обечаек на листогибочных валковых машинах вне зависимости от их типа. В зависимости от требований к конечному продукту, техического оснащения и применяемых технологий на различных предприятиях применяются следующие методы:
А: Сварка обечаек с прямыми участками с последующей калибровкой.
В: Производство обечаек с обрезкой прямых участков.
А: Сварка с прямыми участками с последующей калибровкой.
Данный метод является безусловно оптимальным и сточки зрения временных затрат производственного цикла и сточки зрения расходного коэффициента использования металла. Для его осуществления необходимо учитывать требования к конечному продукту и возможности листогибочной машины. Здесь необходимо обратить внимание на ограниченность возможностей калибровки на листогибочных машинах по следующим признакам:
- Форма обечайки до калибровки («яблоко» или «груша») имеет значение если машина 3-х валковая. Более подробно сравнение 3-х 4-х валковых машин приведено в нашей статье «Сравнение трех- и четырех- валковых листогибочных машин, оптимальный выбор.»
- Наличие усиления сварного шва при калибровке ограничивает использование четырехвалковых машин. Машины некоторых производителей опционально можно доукомплектовать специальными приспособлениями, которые позволяют производить непрерывную калибровку сваренных обечаек.
- Ограниченность мощности листогибочных машин. Для эффективной калибровки сваренных обечаек диаметром приближенным к диаметру верхнего вала (коэффициент 1,1-2,5 от диаметра верхнего вала) зачастую требуются усилия превышающие усилия необходимые для подгибки этих заготовок до их сварки. Это обуславливается тем, что при калибровке необходимо развить усилие для преодоления предела текучести, чтобы обеспечить неупругую деформацию материала, и, дополнительно к этому преодолеть сопротивление самой обечайки, жесткость которой как конструкции появляется после ее сварки.
- Невозможность получения требуемых допусков после калибровки в зоне сварного шва (например, параметр отклонение от теоретической окружности).
- Существуют материалы и сплавы с которыми нельзя производить обработку давлением после сварки.
В случаях если все указанные выше факторы не создают ограничений можно применять способ производства обечаек предполагающий сварку с прямыми участками с последующей калибровкой. Ниже показана последовательность технологических этапов производства в варианте А:
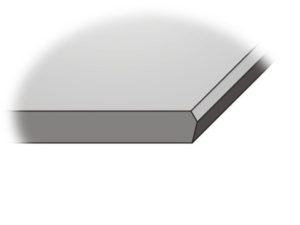
А1: Подготовка кромок листа (при необходимости):
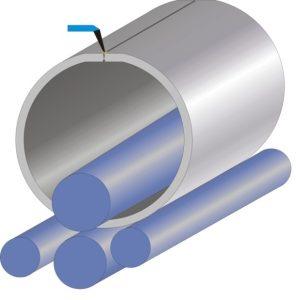
А2: Гибка заготовки и сварка корня шва на машине (при необходимости):
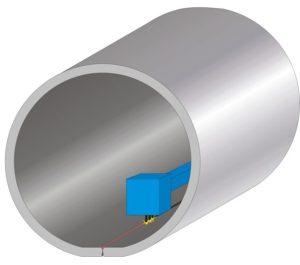
А3: Сварка основного шва:

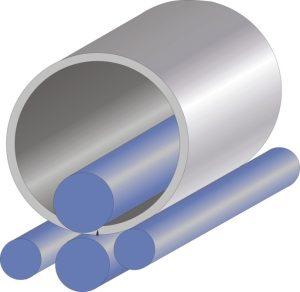
А4: Калибровка обечайки:
В: Производство обечаек с обрезкой прямых участков.
В случае если один из факторов, указанных в начале статьи наносит ограничения на использование технологии А, необходимо применять технологию производства обечаек с обрезкой кромок в процессе производства. При этом обрезать неформованные прямые участки можно сразу после операции подгибки кромок или непосредственно после вальцовки (варианты В-(1) и В-(2) соответственно, см. ниже).
Ниже показана последовательность технологических этапов производства в варианте В в случае обрезки кромок после выполнения операции подгибки кромок на валковой листогибочной машине:
В1-(1): Подготовка кромок листа (при необходимости):
В2-(1): Подгибка кромок с обеих сторон:

В3-(1): Обрезка прямых участков:

В4-(1): Подготовка кромок для продольного шва (при необходимости):

В5-(1): Гибка заготовки и сварка корня шва на машине (при необходимости):
Далее все этапы аналогичны этапам в варианте А.
В случае обрезки неформованных кромок после этапа вальцовки технологические этапы выглядят следующим образом:
В1-(2): Подготовка кромок листа (при необходимости):
В2-(2): Подгибка кромок и гибка на листогибочной машине:

В3-(2): Обрезка прямых участков:

В4-(2): Гибка (сведение кромок) заготовки и сварка корня шва на машине (при необходимости):
Далее все этапы аналогичны этапам в варианте А.
Если у Вас остались вопросы, предлагаем обратиться к автору статьи за консультацией и подбора машины для выполнения Ваших задач. Предварительно вы можете заполнить опросный лист или прислать чертежи ваших изделий.
Мешков Павел — pavel.meshkov@fides.com.ru