
с нами долгосрочное сотрудничество
При выборе между трех- и четырех-валковыми листогибочными машинами необходимо учитывать ряд особенностей этих машин. По большинству характеристик четырехвалковые листогибочные машины являются более технологичными. Однако в ряде случаев приобретение трехвалковых машин является более оправданным. В данной статье мы будем сравнивать 4-х валковые машины с 3-х валковыми машинами с изменяемой геометрией (ИГ). Трехвалковые машины других конструкций уступают во всех отношениях машинам с изменяемой геометрией (за исключением их стоимости) и в этой статье рассматриваться не будут.
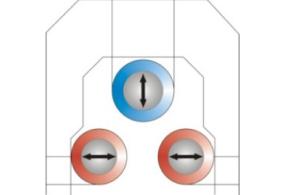
Верхний вал может перемещаться по вертикали, нижние валы могут перемещаться по горизонтали независимо друг от друга. Радиус определяется взаимным положением всех валков. Основной крутящий момент обеспечивается приводом верхнего вала. Приводы нижних валов являются вспомогательными облегчая задачу заготовки в машину. Наклон валков возможен, но незначительный.
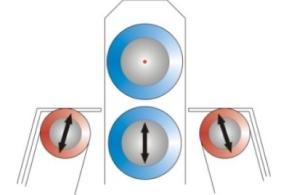
Заготовка зажимается между верхним и нижним валками. Верхний вал фиксирован и не меняет своего положения. Нижний и боковые валы могут перемещаться и иметь наклон по отношению к горизонтали (необходимо для конусной гибки). Радиус гибки задается положениями боковых валков. Приводными являются только верхний и нижний валки, боковые – приводами не оснащаются.
Подгибка на обоих сторонах листа производится в несколько шагов и сопряжена с рядом неудобств*. Во время подгибки с минимальным прямым участком возможно выскальзывание заготовки и ее падение в случае ошибки оператора.
Вариант 1
Подгибка на одной стороне -> Выгрузка заготовки -> Разворот заготовки на 180 градусов -> Подгибка кромки на второй стороне.
Вариант 2
Подгибка на одной стороне -> Перемещение заготовки через машину -> Изменение положения валков на симметричное -> Подгибка второй стороны.
Оба варианта гораздо более длительные по времени, требуют значительного увеличения пространства вокруг машины (в первом варианте для разворота листа, во втором варианте необходим загрузочный стол с обоих сторон машины), в первом варианте требуется использование крана.
Подгибка на обоих концах листа может производиться за один проход без снятия заготовки, что обеспечивает максимальную производительность.
Вариант 1
Подгибка на одной стороне -> Выгрузка заготовки -> Разворот заготовки на 180 градусов -> Подгибка кромки на второй стороне.
Вариант 2
Подгибка на одной стороне -> Перемещение заготовки через машину -> Изменение положения валков на симметричное -> Подгибка второй стороны.
Оба варианта гораздо более длительные по времени, требуют значительного увеличения пространства вокруг машины (в первом варианте для разворота листа, во втором варианте необходим загрузочный стол с обоих сторон машины), в первом варианте требуется использование крана.
Во время работы заготовка не зажата, ее фиксация обеспечивается силами трения, возможно проскальзывание при гибке, что негативно скажется на результате гибки.
Поскольку в процессе гибки заготовка не зафиксирована между валами, возможно ее проскальзывание, поэтому повторяемость результата не обеспечена на высоком уровне.
Меньшая производительность ввиду необходимости остановки машины для изменения положения валков (иначе заготовка может сместиться).
Имеются ограничения по минимальной толщине листа. Перемещение листа на трехвалковой машине обеспечивает сила трения пропорциональная силе реакции заготовки, которой может быть недостаточно при толщине листа меньше минимальной.
Геометрия гибки свободная. При увеличении прямого участка возможна гибка более толстых заготовок.
Во время вальцовки цилиндрических обечаек заготовка надежно зажата между верхним и нижним валами.
Возможность автоматизации процесса гибки (повторное изготовление детали в автоматическом режиме) с высокой степенью повторяемости и с высокой точностью обеспечивается за счет надежной фиксацией заготовки между верхним и нижним валами.
Возможность корректировки положения валков в процессе гибки без остановки машины. За счет зажима заготовки возможна гибка заготовок из тонкого листа.
За счет зажима заготовки возможна гибка заготовок из тонкого листа.
Геометрия гибки фиксированная. Нет возможности увеличить толщину гибки металла за счет увеличения прямого участка (правило рычага).
Гибка конусов возможна только методом пошагового прессования.
Возможна непрерывная гибка конусов за счет обратного наклона нижнего валка.
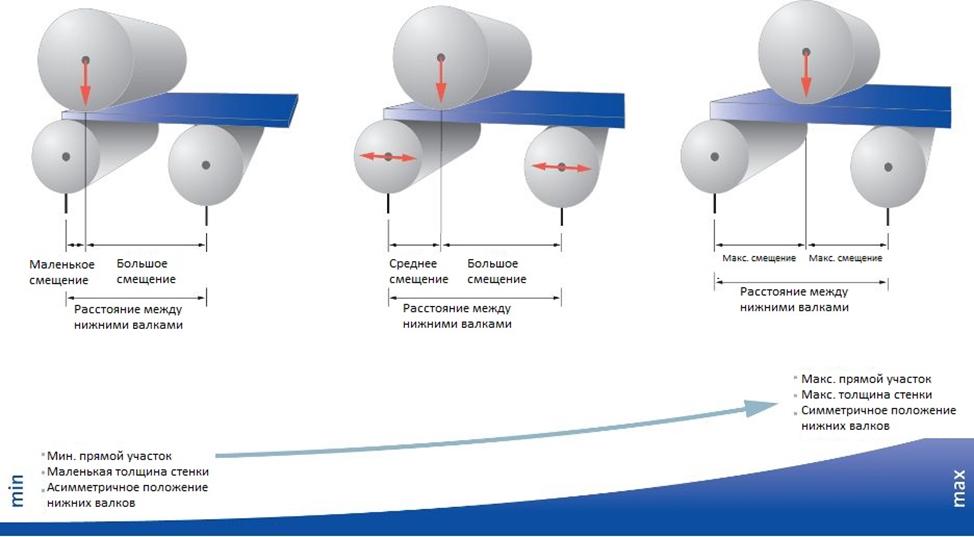
Геометрия гибки свободная. При увеличении прямого участка возможна гибка более толстых заготовок*.
Геометрия гибки фиксированная. Нет возможности увеличить толщину гибки металла за счет увеличения прямого участка (правило рычага).
* Более симметричное расположение нижних валков обеспечивает возможность гибки более толстого листа за счет увеличения прямого участка.
Ассиметричное расположение валков обеспечивает минимальный прямой участок при гибке листов меньшей толщины
Прихватка кромок возможна при выровненных кромках, и при их смещении могут потребоваться дополнительные приспособления.
Возможна калибровка только обечаек формы «яблока» Возможна калибровка обечаек с усилением сварного шва без дополнительных приспособлений. Для достижения необходимого качества калибровки требуются многократные остановки машины для подбора оптимальных положений валков. Процесс гораздо более длительный. Калибровку на трехвалковой машине должен выполнять опытный оператор.
Возможна калибровка только обечаек формы «яблока».
Возможна калибровка обечаек с усилением сварного шва без дополнительных приспособлений.
Для достижения необходимого качества калибровки требуются многократные остановки машины для подбора оптимальных положений валков. Процесс гораздо более длительный. Калибровку на трехвалковой машине должен выполнять опытный оператор.
Возможна калибровка любых форм обечаек («яблоко» и «груша»)
Для калибровки обечаек сваренных с усилением сварного шва требуется дополнительное приспособление (газовый аккумулятор).
За счет постоянного зажима заготовки калибровка выполняется быстро и качественно без необходимости останавливать машину в процессе. Процедура калибровки на четырехвалковой машине интуитивно проста и может быть выполнена «новичком».
Если у Вас остались вопросы, предлагаем обратиться к автору статьи за консультацией в подборе машины для
выполнения Ваших задач. Предварительно вы можете заполнить опросный лист или прислать чертежи ваших изделий